
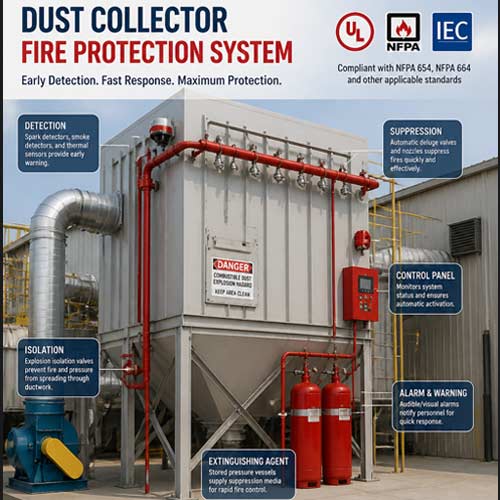
A dust collector fire protection system protects bag filters, cartridge collectors, cyclones, hoppers, silos and extraction ducts from sparks, smouldering particles, heat build-up, flame spread and dust explosion risk. The system can combine spark detection, automatic extinguishing, heat or smoke detection, fire suppression, machine shutdown, isolation and explosion protection.
Reliance Fire Protection Systems supports dust collector fire protection requirements for industrial plants in Mumbai, Pune, Maharashtra and across India.
Bag filters, cartridge filters and dust collectors
Cyclones, hoppers, silos and bins
Dust extraction ducts and pneumatic conveying lines
Wood dust, metal dust, coal dust, cement dust and food powder handling
Pharma, chemical, biomass, textile and recycling plants

Detects sparks and hot particles before they enter the collector
Activates fast water extinguishing in ducts or conveying lines
Helps prevent filter fire, hopper fire and downstream ignition
Heat, smoke, flame or thermal detection based on risk
Water mist, deluge, sprinkler, clean agent or CO2 where suitable
Alarm, shutdown, damper and fire panel integration
Spark detector or heat/flame detector
Fire alarm or suppression control panel
Automatic extinguishing or suppression unit
Shutdown, damper, isolation and explosion protection interface
Combustible dust ignition risk
Filter bag and cartridge fire
Duct fire and fire spread to production equipment
Dust explosion, shutdown and asset damage

Quick answer: A dust collector fire system detects sparks, hot particles, heat, smoke or flame in dust collection equipment and activates alarm, shutdown, extinguishing, suppression, isolation or explosion protection actions to reduce fire and combustible dust risk.
The final solution depends on dust type, collector design, airflow, duct layout, filter media, combustible dust risk, water availability and shutdown philosophy.
Reliance Fire can help review the risk and coordinate a practical fire protection approach for new or existing dust collection systems.
Reliance Fire Protection Systems supports dust collector fire detection, suppression and industrial fire protection requirements in Mumbai, Navi Mumbai, Thane, Pune, Maharashtra and other project locations across India.
Our scope can include consultation, design support, supply, installation coordination, testing, commissioning and maintenance for dust collector fire protection systems and related safety interfaces.
It is an industrial fire safety system that detects sparks, hot particles, heat, smoke or flame in a dust collector or its ducts and activates protective actions such as alarm, extinguishing, suppression, shutdown or isolation.
The best system depends on the dust type, collector design, filter media, airflow, explosion risk and process requirements. Common options include spark detection with water extinguishing, water mist, deluge, sprinkler, clean agent, CO2 and explosion protection integration.
It can reduce ignition and fire-spread risk, especially with spark detection and extinguishing. For combustible dust explosion risk, the design may also need explosion detection, venting, suppression and isolation based on a risk assessment.
Yes. Reliance Fire Protection Systems supports dust collector fire detection, suppression, spark detection, explosion protection interface and maintenance requirements for industrial sites in Mumbai, Pune, Maharashtra and across India.
Share your dust collector type, duct layout, dust material, airflow, filter media, process risk and shutdown requirement. Reliance Fire Protection Systems can help you evaluate the right fire detection, suppression and protection approach.
Contact Reliance Fire Protection Systems or call +91 96999 90424.
Oxygen Reduction System
Hypoxic Fire Safety system
Hypoxic Air Protection
Hypoxic Fire Prevention System
Server Room Fire Protection System
IT Room Fire Protection System
Data Center Fire Protection
AI Fire Suppression Systems
AI Fire Protection Smoke Detector
AI Fire Alarm System
AI Based Fire Protection System Project
Oxygen Fire Protection Systems
Fire Prevention system
Ai thermal camera for critical environment
Industrial UVIR Detectors
Infrared camera fire thermal
Thermal Fire Camera
Battery Fire
Flame Detector
Spark Detector
Explosion Detection System
Dust Collector Fire System
Warehouse Oxygen Reduction System
Heritage Building Fire Protection
Museum Fire Protection System
Auto Mobile Fire Safety System
IoT-based Fire Safety Systems
Passive Fire Doors
Passive Fire Protection Tunnel System
Railway Fire Fighting Systems
Deluge System
Fire And Safty Audits
Fire Contractor
Fire Alarm
Fire Extinguisher
Jet Monitor Fire Fighting
Wet Sprinkler
Foam/Rim Seal Protection
High Velocity Water Spray System
Low Velocity Water Spray System
Vehicle Fire Safety
Fire Pressurisation System
Auto Cad Design & Estimation
Detail Engineering for complete Site
Design Consultancy as required
Aerosol Extinguishing System
Co2 flooding system
FM-200 Fire Suppression Systems
NOVEC-1230
Inert Gases
LT/HT Panel Gas Flooding System
Gas Leak Detection
Fire Evacuation Maps
Very Early Smoke Detection VESDA
Nuclear Fire Detection System
Linear Heat Sensing Detection
Pollution Wipe Box for Aviation Industries
Project Management
Mock Drills
Fire Safety Training
Advance Fire System
Lithium-Ion Battery Fire Protection
Energy Storage Fire Protection System
EV Fire Suppression Systems
Fire Consultancy Services
Honeywell Fire Alarm Systems
Oxygen Sensors for Data Centers & Server Rooms
Smoke Curtain System
UL / EN Fire Curtain System
Water Curtain System
Tunnel Fire Protection System
Simplex Fire Alarm Systems
Self-Test Smoke Detectors
IG541 Fire Gas Suppression System
Bosch Fire Alarm Systems
Fire Suppression
Fire Hydrant
Electrical Panel Gas Flooding System
Fire Fighting Mask
Vermiculite Fire Spray
fire protection contractor license
Oxygen sensors for data centers and server rooms
Warehouse Fire Protection
Fire Safety Budget Estimation
Fire Fighting Project Design Services
Bus Fire Protection – Engine & Water Mist
Data Center Fire Protection Contractors